
斜拉 / 后拉式液压卡盘
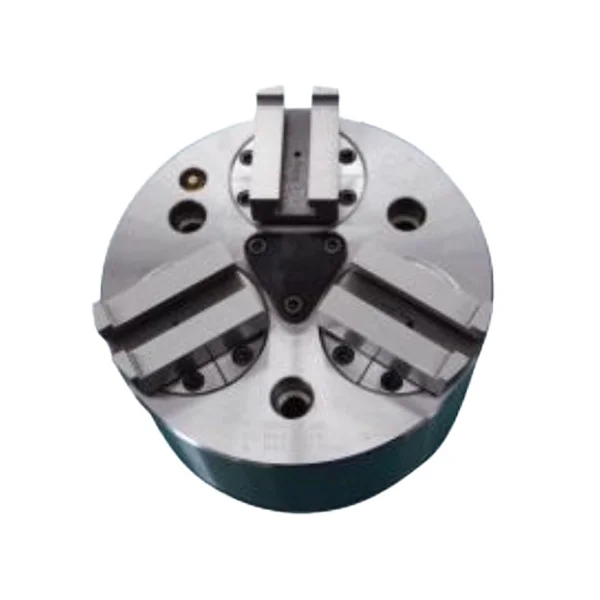
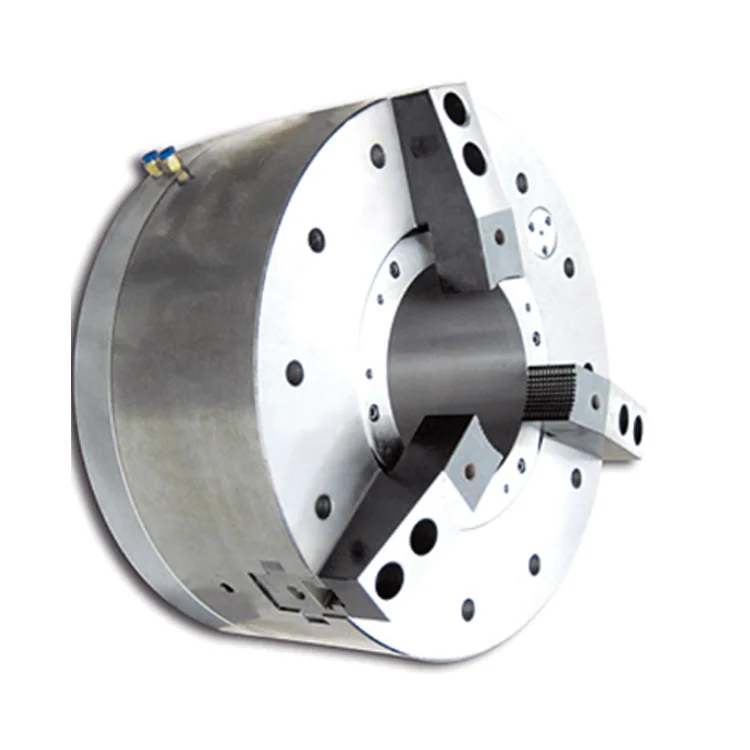
夹紧时通过后拉动作使工件靠向定位面,有助于提高轴向定位一致性。选型时需核对定位面、拉杆行程、回转油缸和加工负载。
后拉 / 斜拉、球节 / 球关节、浮动补偿、端面夹持与管螺纹专用液压卡盘,面向非标准夹持工况。
本页汇总用于非标准工况的特殊液压卡盘结构,包括斜拉 / 后拉、球节 / 球关节、浮动 / 自补偿、指型 / 端面夹持及石油管螺纹等专用夹持方案。
适用于端面贴合、长度控制、铸锻毛坯补偿、长轴顶尖支撑、外径夹持干涉或管端螺纹加工等场景;选型需结合工件图纸、定位方式、主轴鼻端、主轴通孔、回转油缸推力与拉杆行程确认。
本页汇总用于非标准工况的特殊液压卡盘结构,包括斜拉 / 后拉、球节 / 球关节、浮动 / 自补偿、指型 / 端面夹持及石油管螺纹等专用夹持方案。
适用于端面贴合、长度控制、铸锻毛坯补偿、长轴顶尖支撑、外径夹持干涉或管端螺纹加工等场景;选型需结合工件图纸、定位方式、主轴鼻端、主轴通孔、回转油缸推力与拉杆行程确认。
以下为特殊液压卡盘的常用系列入口,可按夹持方向、定位方式、补偿能力、外径是否可夹持及工件加工场景初选。后拉 / 斜拉适合端面贴合与长度控制;球节 / 球关节适合铸锻毛坯补偿;浮动 / 自补偿适合长轴与不同轴毛坯;指型 / 端面夹持适合外径干涉或不宜夹外径的工件;石油管螺纹卡盘面向管端螺纹与密封面加工。具体型号仍需结合图纸、主轴鼻端、主轴通孔和试夹验证。
夹紧时通过后拉动作使工件靠向定位面,有助于提高轴向定位一致性。选型时需核对定位面、拉杆行程、回转油缸和加工负载。
球关节结构可在一定范围内适应工件表面差异,改善夹爪贴合状态。选型时需结合工件外形误差、接触面和加工负载确认。

卡盘可在一定范围内适应工件实际位置,减少强制夹紧造成的附加载荷。适合需要降低夹紧变形风险的轴类加工场景。

可从工件端面、台阶或局部接触面进行支撑和夹持,减少对外圆加工区域的干涉。常用于专用工装和特殊零件加工。
前置式气动是结构形式,石油管螺纹加工是主要用途。选型时需核对管件外径、壁厚、螺纹规格、主轴通孔和气源条件。
请提供工件关键剖面、材料、夹紧方向示意、定位面要求、主轴鼻端、主轴通孔、回转油缸与拉杆信息,以及现场干涉照片或加工要求。我们会根据图纸判断更适合斜拉 / 后拉、球节 / 球关节、浮动 / 自补偿、指型 / 端面夹持、石油管螺纹卡盘,还是应回到标准液压卡盘方案。
| 需求线索 | 优先考虑 | 仍须核对 |
|---|---|---|
| 加工后长度要求高、端面贴合或端面平行度要求高 | 斜拉 / 后拉式液压卡盘 | 外径夹持还是内孔胀紧、定位面、拉杆行程、油缸推力 |
| 铸造件、锻造件、毛坯外形不规则 | 球节 / 球关节液压卡盘 | 允许锥度、卡爪摆动角度、主轴连接与刚性 |
| 长轴毛坯不直,一端卡盘夹持另一端顶尖支撑 | 浮动 / 自补偿液压卡盘 | 工件直线度、中心孔质量、顶尖支撑、试切结果 |
| 外径夹持会干涉,或不宜夹持外径 | 指型 / 端面夹持卡盘 | 端面强度、刀具干涉、接触面压痕、夹紧路径 |
| 管端螺纹、接头、管箍、密封面加工 | 石油管螺纹卡盘 | 螺纹规格、端面贴紧力、检验方式 |
| 常规回转体外圆、无干涉与补偿需求 | 标准液压卡盘 | 是否真的需要特殊液压结构 |
外径夹持、内孔胀紧、轴向后拉、斜向拉紧、端面夹持属于不同结构,不能只按卡盘直径判断。
加工后长度、端面贴合、端面平行度、密封面保护等要求,会直接影响是否需要后拉、斜拉或端面夹持结构。
球节 / 球关节用于有限角度补偿;浮动 / 自补偿用于长轴、不同轴毛坯或受力均衡需求;指型卡盘补偿针对不规则接触面,均为有限范围,以技术资料与试夹为准。
薄壁、长轴弯曲、铸锻毛坯、外径干涉、局部压痕等风险,应在选型前明确。
推力、行程、接口、保压与主轴连接方式须与卡盘结构匹配。
试夹、跳动、压痕、夹紧路径、顶尖支撑与检测方式应在正式定型前确认。
普通液压卡盘多面向常规二爪、三爪、四爪外圆自动夹紧;特殊液压卡盘把后拉、斜向拉紧、球节补偿、浮动、端面夹持或管端定向等写进结构里。是否选用要看图纸、定位方式和夹紧路径。
业界叫法并不完全统一。选型以图纸上的夹紧方向、定位面和技术图纸为准。
不能通用。受力路径与行程要求不同,须分别选型。
通常指同一类带球节摆动补偿的结构,具体范围以制造商技术文件为准。
适合长轴、毛坯直线度一般、外圆与中心孔存在不同轴风险、或一夹一顶的工况。补偿量与效果取决于工件状态与试夹,不作脱离条件的打包承诺。
适合外径干涉、不宜夹外圆、需端面 / 台阶 / 槽口 / 局部接触面夹持的零件;需核对接触面强度与压痕许可。
工件关键剖面、材料、夹紧与定位面标注、主轴与液压接口、回转油缸推力与拉杆行程、转速与负载预期,以及密封面、螺纹检验等特殊要求。
 津公网安备12010402001379号
津公网安备12010402001379号