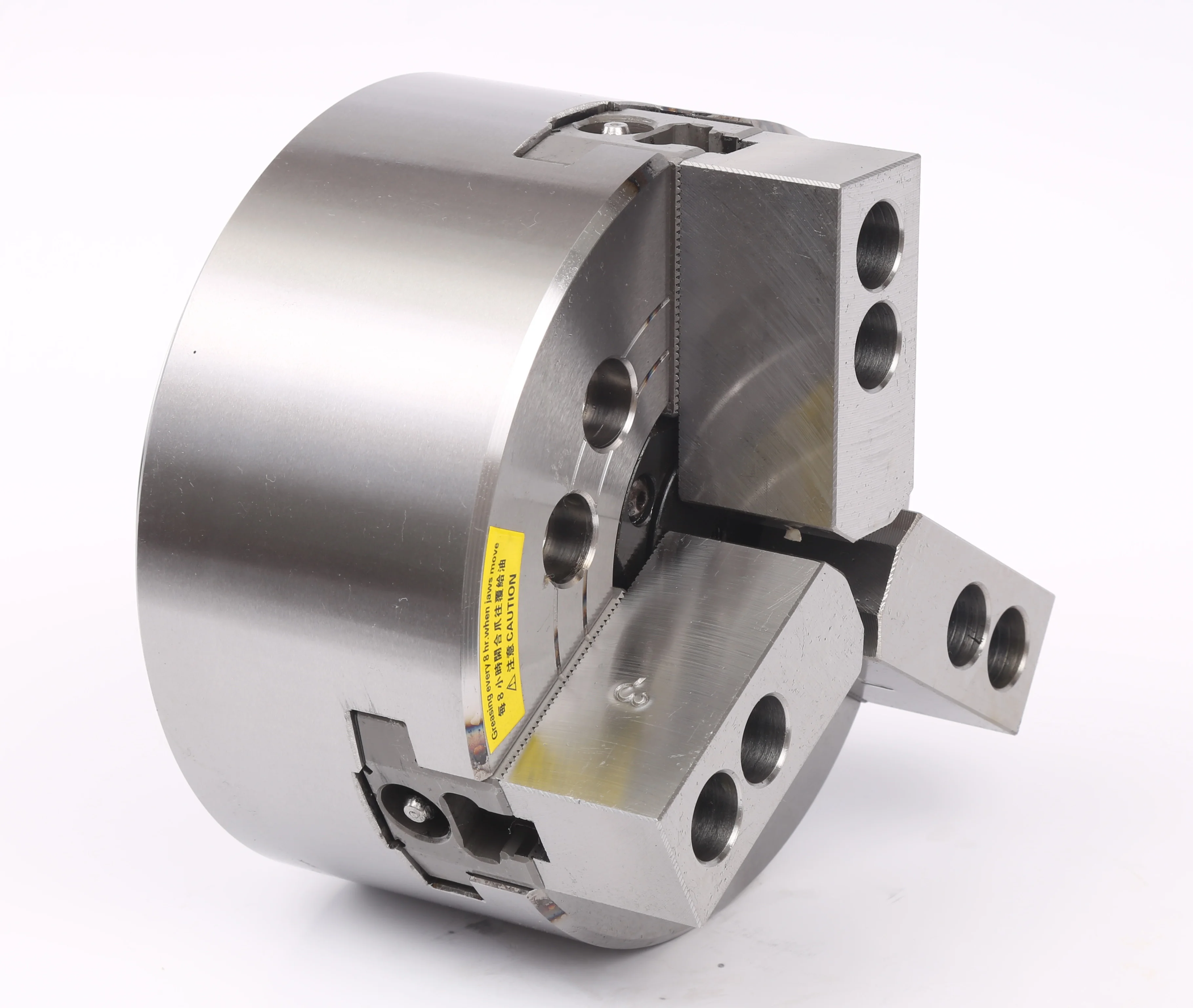
三爪中空液压卡盘
适合需要稳定夹持和批量加工的常规回转类工件。选型时需核对主轴通孔、拉杆、回转油缸、夹持范围和加工负载。
覆盖二爪、三爪、四爪及中空液压卡盘,适用于数控车床自动夹紧与批量车削。
液压卡盘与回转油缸、拉杆联动,可在程序下完成夹紧与松开,适合批量车削与自动化产线。本页提供三爪中空、三爪中实、二爪中空、四爪中空及回转油缸系列入口,并可配套软爪、硬爪选型讨论。
本页为液压卡盘产品集合,涵盖三爪中空液压卡盘、三爪中实液压卡盘、二爪中空液压卡盘、四爪中空液压卡盘和回转油缸等核心系列,并保留软 / 硬爪等配套入口。相较手动方案,液压路线更侧重夹紧力可控、重复性好与程序节拍;若现场对油液与维护条件有限制,可与气动卡盘等路线一并评估。通孔、行程、夹紧力及与主轴鼻端的匹配须以产品样本与机床资料为准。
以下为液压卡盘及相关配套件的常用系列入口,可按爪数、中空 / 中实结构,以及是否已配置或计划配置回转油缸与拉杆进行初选。通孔、夹紧行程、额定转速及主轴鼻端以产品样本为准;量产定型常配合软爪,切换工件系列时需预留修爪余量并关注动平衡。
适合需要稳定夹持和批量加工的常规回转类工件。选型时需核对主轴通孔、拉杆、回转油缸、夹持范围和加工负载。

适合不需要棒料或管料穿过主轴的车削加工。选型时需核对主轴鼻端、拉杆、中实回转油缸、夹持范围和目标转速。

适合普通三爪液压卡盘不方便夹持的工件。中空结构便于棒料或管料通过主轴,适合自动上下料和批量加工。

适合方形件和需要四点夹持的液压装夹。选型时需核对工件形状、主轴通孔、拉杆、回转油缸和加工负载。

用于通过拉杆带动液压卡盘夹紧和松开。中空回转油缸适合长料通过主轴,中实回转油缸适合不需要长料通过主轴的夹紧系统。

量产线常用软爪贴合工件外形;断续重切时须核对爪体刚度与动平衡;与卡盘系列配套关系以样本为准。
请提交工件简图或关键尺寸、机床型号与主轴鼻端、液压与过滤条件及目标节拍,便于判断三爪、二爪、四爪或中空液压卡盘是否匹配,或是否需要转向气动卡盘、特殊液压结构等路线。
可先对照下列典型工况,再结合系列入口与选型要点细化。
液压路线的核心在于夹紧力可控、程序联动与液压清洁度。下列维度可逐项核对。
二爪适合非对称或双点同步夹紧;三爪为最常见的动力自定心方案;四爪可用于方料、薄环或辅助定心。
中空液压卡盘适合棒料通过或主轴通孔配合场景;选型时需核对通孔尺寸、拉杆行程、主轴鼻端与回转油缸规格。
回转油缸的推力、行程与安装方式须与卡盘夹紧机构匹配;高速车削还需关注保压、温升、配重与安全转速。
量产常配软爪贴合工件外形;断续切削或重切削时需核对爪体刚度、夹持接触范围与动平衡。
后拉式卡盘、球关节卡盘等特殊液压卡盘适用于密封面、端面定位、薄壁或复杂外形等工况,需结合工件图纸、接口与夹紧路径评估。
过滤、温升与液压维护会影响密封寿命和夹紧一致性;若现场限制油液维护,可同时比较气动卡盘或手动卡盘。
工艺阶段或现场条件变化时,可按下表与周边品类对照,避免单一路线限制后续升级。
在车床外圆夹持的语境里,部分客户会把液压卡盘口语化成液压夹头,但「液压夹头」也可能指筒夹式、前置式或其它夹持机构,结构、接口与行程并不相同。以产品样本上的结构形式与主轴鼻端为准;提交需求时建议附图或型号,便于对齐。
液压卡盘通过油缸与拉杆在程序下完成夹紧与松开,夹紧力重复性通常更好,更适合自动化与高节拍;手动卡盘依赖扳手,结构简单、初始投入低。若现场液压与过滤条件不稳定,需综合评估维护与一致性成本。
需提供主轴鼻端、拉杆螺纹与行程、目标夹紧力等;工程师据此推荐中空等级、配重及是否需要增压等配置。具体以样本与联调结果为准。
需综合壁厚、材料与切削参数判断。一般薄壁件可优先评估筒夹卡盘;壁特别薄或对圆度变形更敏感时,建议评估膜片卡盘 / 膜片夹头。若仍采用外圆卡盘夹持,可通过增加夹持点,例如六爪卡盘,来分散夹紧力、降低变形风险。最终以试夹与工艺验证为准。
原理、拆装步骤与安装演示因型号而异,不在本页展开。请到技术资料中心索取对应系列资料,或在提交项目需求后由工程师提供适配材料。改装机床涉及安全与接口合规,须由具备资质的人员评估。
 津公网安备12010402001379号
津公网安备12010402001379号