
产品概述
内涨橡胶筒夹卡盘(通孔内涨)是通孔内涨夹持体系中的卡盘与夹持单元:安装在机床主轴或工装上,通过拉杆、液压或其它驱动结构传递行程,为内涨橡胶筒夹(通孔)等可更换胀紧元件提供安装接口与结构支撑,并与筒夹协同完成通孔、贯穿孔或穿棒穿料类工件的内孔胀紧与定位。它不是筒夹元件本身,不替代可更换筒夹本身的孔内胀紧功能;也不是盲孔或半通孔内涨卡盘单元,更不是外圆柔性夹持意义上的橡胶筒夹卡盘(通孔)。
与筒夹配套时,配套内涨橡胶筒夹(通孔)的金属胀紧段直接接触并胀紧孔壁;硫化橡胶不作为孔壁直接夹持面,主要连接分瓣金属、辅助各瓣平行胀紧与稳定松开,并密封槽缝,有助于减少切削液和铁屑进入、减轻配合面磨损与铁屑划伤风险,并有助于反复夹紧后的松开稳定性。
卡盘单元的夹持表现还与拉杆行程、液压条件、安装刚性和机床条件有关。在合理型号与机床条件下,可用于精加工、粗加工及较高节拍;毛坯夹持或粗加工可根据样本结构评估是否选用带防滑槽或增强胀紧稳定性的内涨橡胶筒夹,并须结合胀紧范围、孔径、贯穿长度、壁厚、切削负载、允许转速和试夹结果确认。
核心特点
-
通孔内涨卡盘与夹持单元
提供主轴或工装接口、行程传递与结构支撑,面向通孔、贯穿孔与穿棒穿料工况。
-
与内涨橡胶筒夹(通孔)配套
筒夹为可更换胀紧元件,卡盘单元与筒夹分工明确,不可互相替代。
-
与拉杆或液压等驱动协同
胀紧力与松开速度受行程、压力与刚性影响,选型须与机床驱动条件一并核对。
-
配套筒夹完成孔内胀紧分工
配套内涨橡胶筒夹(通孔)的金属胀紧段胀紧孔壁;硫化橡胶连接分瓣、密封槽缝,不作为孔壁直接夹持面。
-
有助于平行胀紧、防屑减磨与稳定松开
硫化橡胶有助于各瓣均衡参与胀紧与复位,并有助于减少切屑侵入夹持缝隙。
-
可覆盖多类工序强度
在匹配型号下可用于精加工、粗加工及较高节拍;粗加工或毛坯须结合壁厚、贯穿段、胀紧范围、允许转速、切削负载与试夹确认。
适用场景
- 通孔或贯穿孔工件,需要以内孔为基准胀紧的车削、专机或自动化产线。
- 需穿棒、穿料或长棒料贯穿夹持的通孔类加工与上下料节拍场景。
- 已选用或拟选用内涨橡胶筒夹(通孔),需配置对应卡盘单元与接口的场合。
- 需要与拉杆、回转油缸或液压回路协同的通孔内涨夹持方案评估。
- 精加工对内孔夹紧均匀性、重复装夹一致性有要求,且机床刚性满足时。
- 粗加工或较高节拍,在壁厚与刚性允许且试夹合格的前提下。
- 希望减轻铁屑侵入夹持缝隙、便于维护的内孔夹持评估。
关键参数与尺寸资料
关键参数说明
本页产品为内涨橡胶筒夹卡盘(通孔内涨)夹持单元,技术参数、行程、接口与许用负载以卡盘单元样本为准,并须与拟配内涨橡胶筒夹(通孔)型号、胀紧范围及贯穿长度分别核对;勿与盲孔或半通孔内涨筒夹及其卡盘样本混用。
与本卡盘单元配套的内涨橡胶筒夹(通孔),可参照 KORRETTO 橡胶筒夹系列口径:筒夹精度 ≤ 0.01 mm,本体精度 ≤ 0.005 mm,筒夹硬度 HRC 58–62。上述为筒夹系列口径,不等同于整套卡盘—机床系统的统一精度承诺。
具体胀紧范围、贯穿长度、与内涨橡胶筒夹(通孔)的配套关系、允许转速与切削负载,以及拉杆或液压接口尺寸,请以对应型号样本和技术资料为准;卡盘单元侧的表现还须结合拉杆行程、液压条件、安装刚性和机床条件综合确认。
尺寸 / 结构示意图
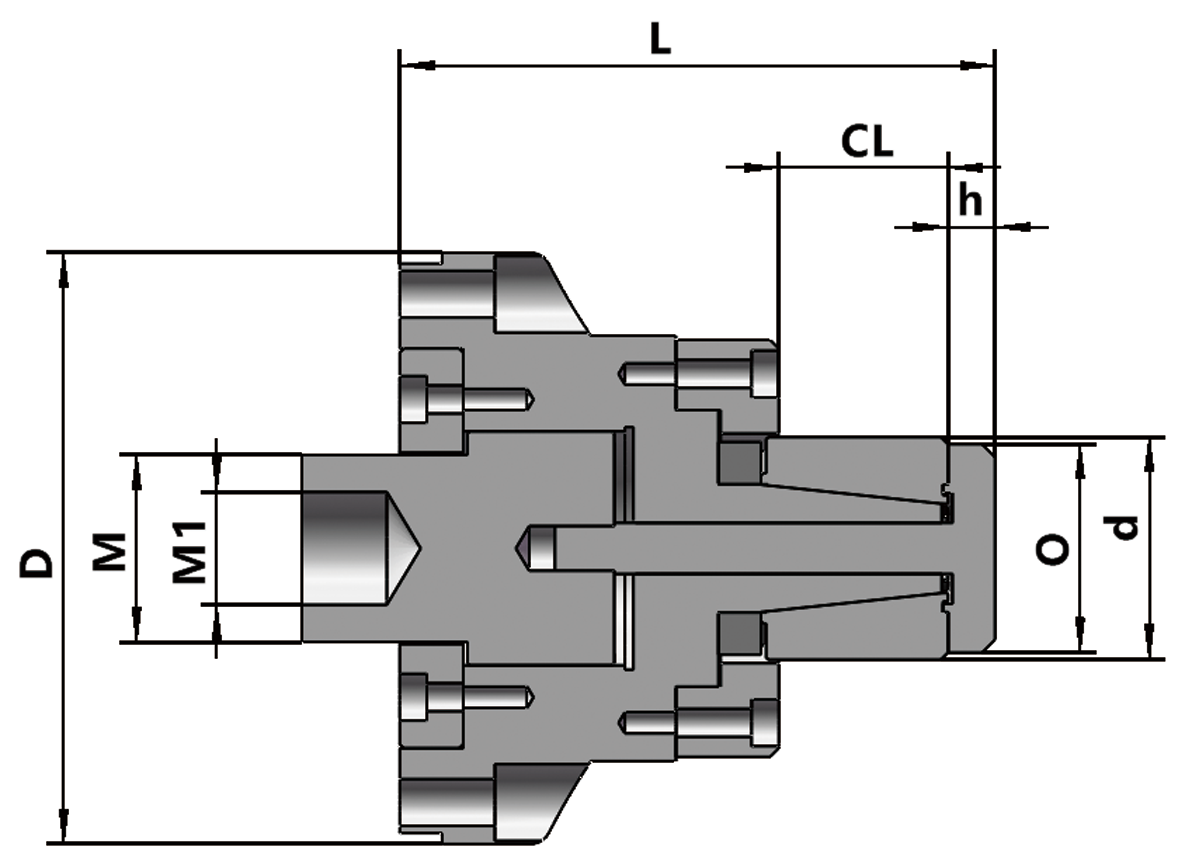
尺寸代号用于辅助理解卡盘外形、接口与拉杆连接关系,具体配置请以对应型号样本和技术资料为准。
外形与接口尺寸
| 型号 | D [mm] | L [mm] | O [mm] | h [mm] | 胀紧范围 d [mm] | M |
|---|---|---|---|---|---|---|
| KB100 | 139 | 100 | 19 | 7.5 | 20–28 | M44×1.5 |
| KB110 | 139 | 110 | 25 | 11 | 26–38 | M44×1.5 |
| KB120 | 139 | 130 | 35 | 10 | 36–54 | M44×1.5 |
| KB130 | 139 | 140 | 49 | 11 | 50–80 | M44×1.5 |
| KB140 | 139 | 155 | 68 | 16 | 69–100 | M44×1.5 |
| KB150 | 230 | 195 | 97 | 16 | 100–130 | M44×1.5 |
| KB160 | 230 | 220 | 125 | 25 | 130–160 | M44×1.5 |
| KB170 | 230 | 245 | 156 | 29.5 | 160–200 | M44×1.5 |
拉杆螺纹、配套筒夹与行程参数
| 型号 | M1 | 配套筒夹 | 类型 | 行程 [mm] | Max. CL [mm] | 推荐工件公差 [mm] |
|---|---|---|---|---|---|---|
| KB100 | M30×1.5 | SB100 | 拉回式 | 1.5+2 | 22 | ±0.25 |
| KB110 | M30×1.5 | SB110 | 拉回式 | 1.5+2 | 26 | ±0.25 |
| KB120 | M30×1.5 | SB120 | 拉回式 | 1.5+2 | 43 | ±0.25 |
| KB130 | M30×1.5 | SB130 | 拉回式 | 2+2.5 | 49 | ±0.3 |
| KB140 | M30×1.5 | SB140 | 拉回式 | 2.5+3 | 59 | ±0.4 |
| KB150 | M30×1.5 | SB150 | 拉回式 | 3+3 | 86 | ±0.5 |
| KB160 | M30×1.5 | SB160 | 拉回式 | 3+3 | 96 | ±0.5 |
| KB170 | M30×1.5 | SB170 | 拉回式 | 3+3 | 94 | ±0.5 |
以上尺寸和参数用于初步选型参考,具体胀紧范围、配套筒夹、拉杆接口、允许转速、许用负载与切削条件请以对应型号样本和技术资料为准。
选型与询价需提供的信息
- 工件图纸或关键尺寸。
- 孔形(通孔、贯穿孔或穿棒穿料说明)、孔径与公差。
- 贯穿长度与孔口或台阶形态。
- 孔壁最小壁厚与最薄区位置。
- 材料与热处理状态。
- 毛坯状态与切削负载(含是否断续切削)。
- 是否需按样本评估防滑槽或增强胀紧稳定性的筒夹规格。
- 已选或拟选的内涨橡胶筒夹(通孔)型号或胀紧范围。
- 机床品牌与型号;主轴接口或工装接口形式。
- 拉杆行程、液压压力与接口,或其它驱动条件。
- 目标节拍与加工类型。
- 当前内孔夹持方式及存在问题。
常见问题
内涨橡胶筒夹卡盘(通孔内涨)适合哪些孔形与设备?
适合通孔、贯穿孔或需穿棒穿料、需要以内孔胀紧定位的车床、专机或自动化夹具工位。选型需核对孔径、贯穿长度、壁厚、孔形、主轴或工装接口与拉杆或液压等驱动条件。
它与内涨橡胶筒夹(通孔)是什么关系?
卡盘单元提供安装接口与行程传递;内涨橡胶筒夹(通孔)是可更换的胀紧元件。二者配套使用,不能互相替代。
它与内涨橡胶筒夹卡盘(盲孔内涨)、内涨橡胶筒夹(盲孔 / 半通孔)或橡胶筒夹卡盘(通孔)有什么区别?
盲孔与半通孔内涨面向有效孔深受限与孔底定位,其卡盘单元与筒夹孔形配套不同;橡胶筒夹卡盘(通孔)面向外圆柔性夹持与棒料穿过,夹持面与力学路径不同于内孔内涨。通孔内涨卡盘单元仅与同系通孔内涨筒夹匹配,应分开选型。
橡胶是否直接接触并胀紧孔壁?
不是。配套内涨橡胶筒夹(通孔)的金属胀紧段直接接触并胀紧孔壁;硫化橡胶主要用于连接分瓣金属、辅助平行胀紧、密封槽缝和帮助稳定松开。
能否用于粗加工或较高节拍?
可以。在合理型号、壁厚与机床刚性满足要求的情况下,可用于粗加工和较高节拍加工。粗加工或毛坯场景须结合壁厚、贯穿段、胀紧范围、允许转速、切削负载和试夹确认;毛坯或切削负载较大时,可根据样本结构评估是否选用带防滑槽或增强胀紧稳定性的内涨橡胶筒夹。卡盘单元侧还须结合拉杆行程、液压条件与安装刚性确认。
询价需要准备哪些资料?
请提供工件图纸、孔形(通孔、贯穿孔或穿棒穿料说明)、孔径与公差、贯穿长度、壁厚、材料、毛坯状态、拟用内涨橡胶筒夹(通孔)型号或胀紧范围、机床接口与驱动条件、目标节拍、加工类型、当前夹持方式及现有问题等。
 津公网安备12010402001379号
津公网安备12010402001379号