Fixed diaphragm chuck for precision elastic clamping and repeatable finishing setups.
Fixed Diaphragm Chuck
KORRETTO fixed diaphragm chuck uses elastic diaphragm deformation to clamp and release the workpiece with controlled movement. It is used for precision finishing, low-deformation holding and repeated clamping of parts that require consistent location. This page covers the fixed diaphragm chuck, not the rear-actuated passive diaphragm chuck and not the jaw-type BD-P diaphragm chuck.

Product Overview
The fixed diaphragm chuck is selected when the chuck body and clamping structure are arranged as a compact fixed unit. It is suitable for workpieces where elastic clamping, repeat accuracy and gentle workpiece contact are more important than high roughing force.
Selection should confirm the workpiece diameter, clamping surface, part wall thickness, machining process, required repeatability, actuation method and installation interface.
Key Features
| Feature | Description |
|---|---|
| Fixed diaphragm structure | Compact chuck-style unit for elastic clamping. |
| Precision repeat holding | Suitable for finishing operations and repeated loading. |
| Low-deformation contact | Helps reduce workpiece distortion compared with aggressive jaw clamping. |
| Stable workpiece location | Used when the clamping surface and locating reference must remain consistent. |
| Distinct from rear-actuated type | This page covers the fixed diaphragm chuck, not a rear-actuated passive chuck unit. |
Typical Applications
- Precision finishing of round workpieces
- Thin-wall rings and sleeves
- Low-deformation external clamping
- Parts requiring repeat location
- Workpieces sensitive to jaw marks or uneven clamping force
Technical Data and Dimensions
Use the drawing and parameter table to check chuck size, clamping range, repeatability, connection dimensions, maximum speed and machine compatibility.
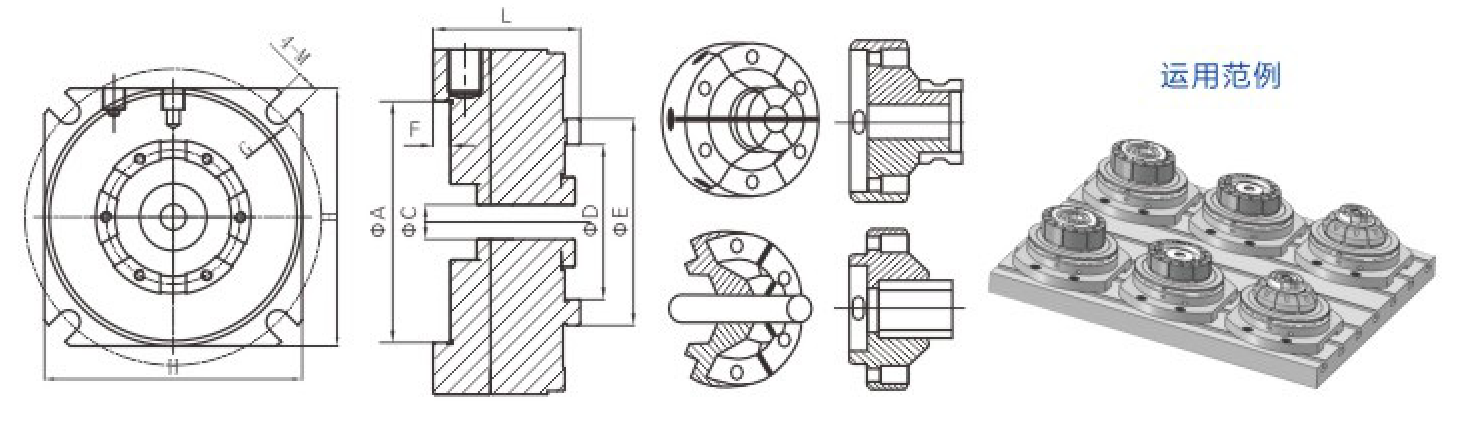
| Model | ΦA | ΦC | ΦD | ΦE | F | ΦG | H | L | M | Drive Type | Working Pressure (kg/cm²) | Clamping Stroke (mm) | Compatible Collet |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| JAS4-60 | 70 | 10 | 45 | 60 | 5 | 120 | 100 | 42.7 | 7 | Pneumatic | 2~7 | 0.1 | JD-60 |
| JAS5-70 | 100 | 15 | 50 | 70 | 5 | 170 | 150 | 49.2 | 9 | Pneumatic | 2~7 | 0.3 | JD-70 |
| JAS6-100 | 150 | 35 | 80 | 100 | 5 | 195 | 177 | 54.3 | 11 | Pneumatic | 2~7 | 0.3 | JD-100 |
| JAS8-150 | 180 | 65 | 120 | 150 | 5 | 245 | 220 | 59.8 | 13 | Pneumatic | 2~7 | 0.3 | JD-150 |
Related Diaphragm Chuck Pages
FAQ
What is a fixed diaphragm chuck used for?
It is used for precision elastic clamping where the workpiece needs repeatable location and reduced deformation during finishing.
Is this the same as a rear-actuated passive diaphragm chuck?
No. This page covers a fixed diaphragm chuck. Rear-actuated passive diaphragm chucks use a different actuation and installation structure.
Is this suitable for thin-wall parts?
It can be suitable for thin-wall parts, but the workpiece wall thickness, contact area and cutting force must be checked.
When is it better than a standard jaw chuck?
It is useful when the workpiece requires more even elastic clamping and better repeatability than standard jaw clamping.
What information should I provide?
Provide the workpiece drawing, clamping diameter, wall thickness, machining process, required accuracy and machine interface.
Can this chuck be customized?
The clamping surface, installation interface and contact arrangement should be checked from the workpiece drawing before confirming the design.